
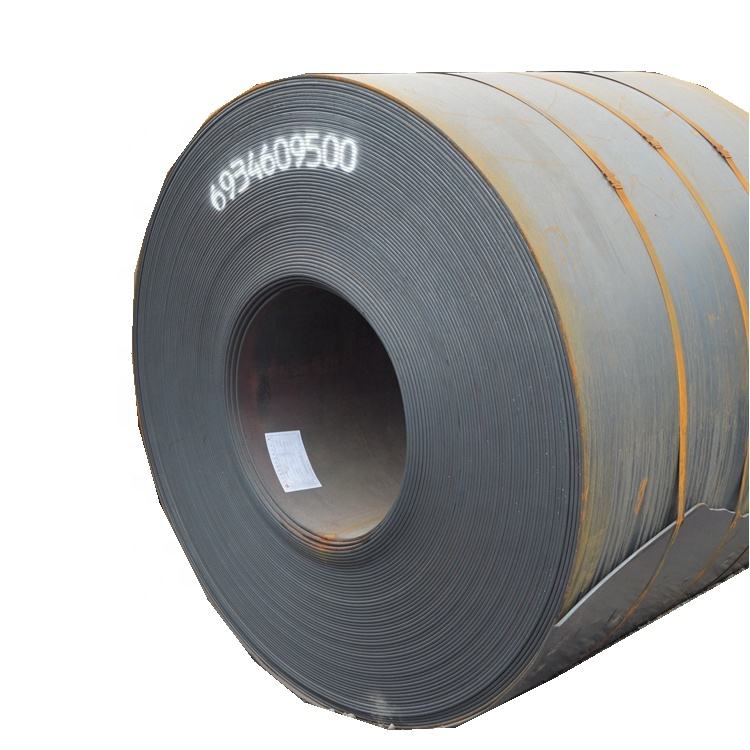

Ss400, Q235, Q345 Sphc fekete acél szénacél tekercs vasacél fém Hr melegen hengerelt acél tekercs
Melegen hengerelt acélszalag/tekercs az utolsó forró acélszalag maró befejezésétől lamináris áramlású hűtésen keresztül a beállított hőmérsékletig, amely a csévélő tekercsből, a hűtés utáni acéltekercsből áll, a felhasználók különböző igényei szerint, különböző befejező vonallal (lapos , egyengetés, keresztirányú vagy hosszirányú vágás, ellenőrzés, súlymérés, csomagolás és logó stb.) és váljon acéllemez, síkhengerlés és hosszirányú vágás acélszalag termékekké.Mivel a melegen hengerelt acéltermékek nagy szilárdsággal, jó szívóssággal, könnyű feldolgozással és jó hegeszthetőséggel és egyéb kiváló tulajdonságokkal rendelkeznek, széles körben használják a hajógyártásban, az autóiparban, a hídgyártásban, az építőiparban, a gépekben, a nyomástartó edényekben és más gyártóiparban.
| Fokozat | Rang | Kémiai összetétel( %) | ||||
| Q215 | C | Mn | Si | S | P | |
| A | 0,09-0,15 | 0,25-0,55 | ≤0,3 | ≤0,05 | ≤0,045 | |
| B | ≤0,045 | |||||
| Q235 | A | 0,14-0,22 | 0,30-0,65 | ≤0,3 | ≤0,05 | ≤0,045 |
| B | 0,12-0,20 | 0,30-0,70 | ≤0,045 | |||
| C | ≤0,18 | 0,35-0,80 | - | ≤0,04 | ≤0,04 | |
| D | ≤0,17 | ≤0,035 | ≤0,035 | |||
| Q255 | A | 0,18-0,28 | 0,40-0,70 | ≤0,3 | ≤0,05 | ≤0,045 |
| B | ≤0,045 | |||||
| Q275 | 0,28-0,38 | 0,50-0,80 | ≤0,35 | ≤0,05 | ≤0,045 | |
A szénacél egy gyakori acélfajta, amely vas és szén ötvözete.A rozsdamentes acélhoz képest magasabb a széntartalma, alacsonyabb az olvadáspontja és nagyobb a tartóssága.
A szénacél a legszélesebb körben használt mérnöki és építőanyag nagyszabású ipari alkalmazásokhoz, beleértve a tengeri építményeket, az erőműveket, a szállítást, a vegyi feldolgozást, valamint a kőolajtermelést és -finomítást

Δ A melegen hengerelt anyag hidegen hengerelt izzítókemencében és savas pácolás után történik.
Δ Minden hengert precíziós köszörűgépen őrölnek, megfelelő letöréssel az első műszak után.
Δ Minden lapot különböző tartályokban pácolnak, és kiszállítás előtt kefehengergépen szárítják.
Δ Ezeket a lapokat ismét izzítják, majd egyengetőgépbe küldik savban történő egyengetés és pácolás céljából, majd a méretnek és minőségnek megfelelő csomagolásra küldik.
Δ Az ellenőrzés különböző szakaszokban történik.A tapasztalt személyzet megfelelő ellenőrzése alatt tartja a teljes belső folyamatot a hengerlés, izzítás, pácolás, hulladékkezelés stb.
Hagyja üzenetét:
-
Előre festett színes bevonatú horganyzott/ galvalume Z...
-

Hidegen hengerelt PE / PVDF / HDP / SMP előfestett cink ...
-
0,12-1,5 mm Gi, Gl, PPGI, PPGL színes bevonatú előkészítő...
-
PIROS Kék RAL sorozat színes bevonatú acéltekercs She...
-

PPGI színes bevonatú acéltekercs Z40 Z80 Z100 Z200 ...
-

Kínai gyári forró akció PPGI/PPGL lap Z30-275...







